產(chǎn)品特點:
1.夾緊剛性高���,高且穩(wěn)定;
2.使用壽命高�����,操作性好����,通用型強���;
3.1:20斜度和雙面拘束法蘭斜度;2.8642(斜度小可自鎖)
4.三角多邊形斜錐驅(qū)動���;模件組合式內(nèi)壓孔����;
5.PSC刀桿非環(huán)形溝槽����,采用四等分夾持溝槽,因此在ATC使用上可以準定位�;
____________________________________________________________________________________________________
參考資料:
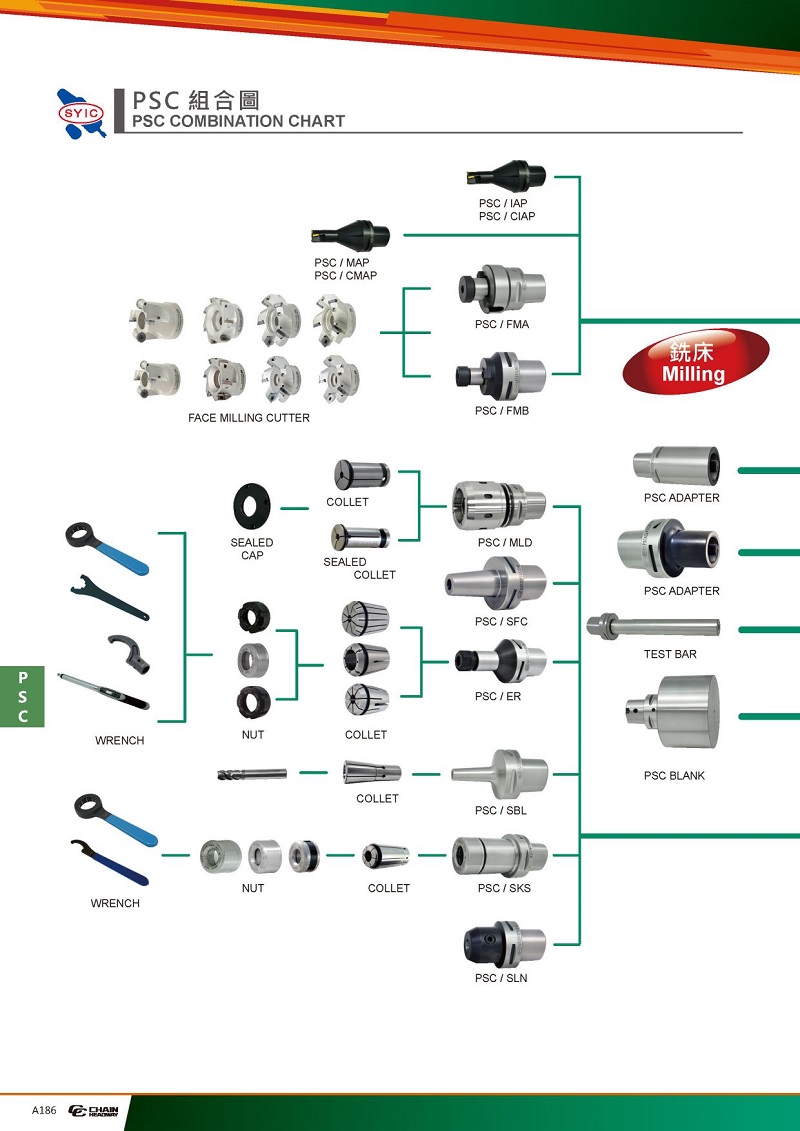
PSC32=Capto C3 轉(zhuǎn)速RPM:55000r/min
PSC40=Capto C4 轉(zhuǎn)速RPM:39000r/min
PSC50=Capto C5 轉(zhuǎn)速RPM:28000r/min
PSC63=Capto C6 轉(zhuǎn)速RPM:20000r/min
PSC80=Capto C8 轉(zhuǎn)速RPM:14000r/min
____________________________________________________________________________________________________
性能介紹:
1. 連接高:連接結(jié)構(gòu)在XYZ方向的重復(fù)為±2μm,為3μm����;
2.操作性好通用性強:機床和加工相組合的刀柄上都有能自動對應(yīng)的ATC用抓取槽,并可實現(xiàn)切削液內(nèi)部供給�;
3.獨特的兩面定位夾緊連接結(jié)構(gòu)造:
a.該連接結(jié)構(gòu)是一種高三角錐體,采用1/20錐度兩面定位夾緊的連結(jié)構(gòu)���;
b.PSC工具系統(tǒng)設(shè)計成三角錐體,沒有傳動鍵�,切削扭矩呈均勻分布�����,從而提高了扭轉(zhuǎn)剛性�����,也沒有定位誤差���;
c.特別是在車床的車削加工,因沒有定位誤差�����,即軸高不會移位��;
____________________________________________________________________________________________________
勢:
車床加工-率快速交換
在車床上加工零件時�����,實際車削加工時間只占全部工時的1/3�����,其余2/3的工時為機床的檢查和準備,切削工具和
工件的檢測以及工件交換的工時����;
1.使用原來的切削刀具時,其切削刀具交換的平均時間為8.5分鐘��;
2.刀具切削刃定位的平均時間為2.5分鐘���。而使用PSC快速交換切削工具系統(tǒng)�,即可將前述交換和定位的時間縮短至平均1分鐘���;
3.每年切削工具的交換及刀具切削刃的定位時間即可縮短到50-200小時���,生產(chǎn)效率即提高25%左右;
__________________________________________________________________________________________________

;)
;)
;)
;)
;)